Salt Fog - Marine Environment
No change was apparent in
NITRONIC 50 Stainless Steel
in any condition after exposure
to 5% NaCI fog at 35 C for
500 hours, or after exposure
to marine atmospheres on
the 800-foot (24.4m) lot at
Kure Beach, North Carolina,
for 7V2 years. Similar exposure
to marine atmospheres
produces light staining on
Type 316 stainless steel.
Food Handling
HPAlloys NITRONIC 50
Stainless Steel is considered
suitable for food contact use.
The National Sanitation
Foundation includes HPAlloys
NITRONIC 50 Stainless Steel
in their .'List of Acceptable
Materials for Food Contact
Surfaces."
Poly thionic Acid Resistance
Poly thionic acids are of the
general formulaH~xO6.
where x is usually 3, 4 or 5.
These acids can form readily
in petroleum refinery units,
particularly desulfurizers.
during shutdown.
Stressed U-bend
specimens of NITRONIC 50
stainless, in both the
annealed condition and after
sensitizing at 1250F (677 C)
for 1 hour, showed no trace
of cracking after exposure to
poly thionic acids for 500
hours at room temperature.
|
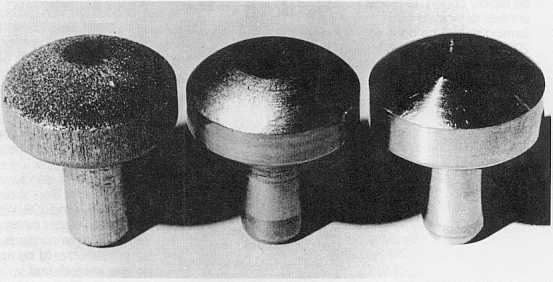
Pitting Resistance
|
|

|
|
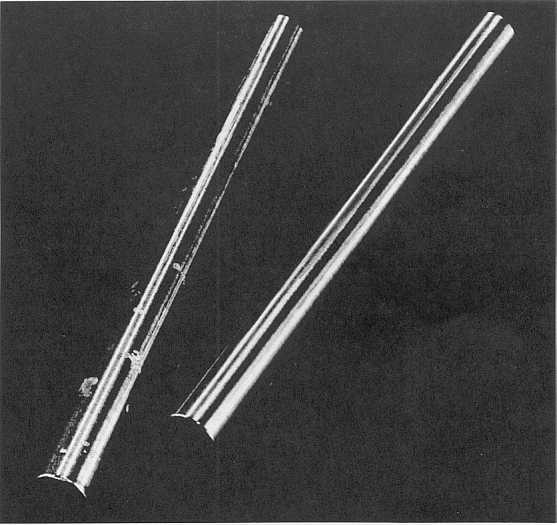
These pieces of bar were all exposed to 10% ferric chloride solution
for 50 hours at room temperature. A rubber band was placed
around each to promote crevice corrosion which sometimes occurs
in areas where the surface is shielded from oxygen. From left to
right, they are HP.AJk1N,IS IT RON IC 50 Stainless Steel, Type 316
stainless steel and Type 304 stainless steel. OnlyHP.AJkr,'s
NITRONIC 50 stainless is still bright and shiny. The Type 316 and
Type 304 stainless steels are badly pitted and show severe crevice
corrosion in the area where the rubber bands were placed.
|
|
| Type 304 |
Type 316 |
NITRONIC 50 |
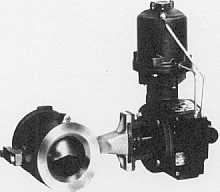
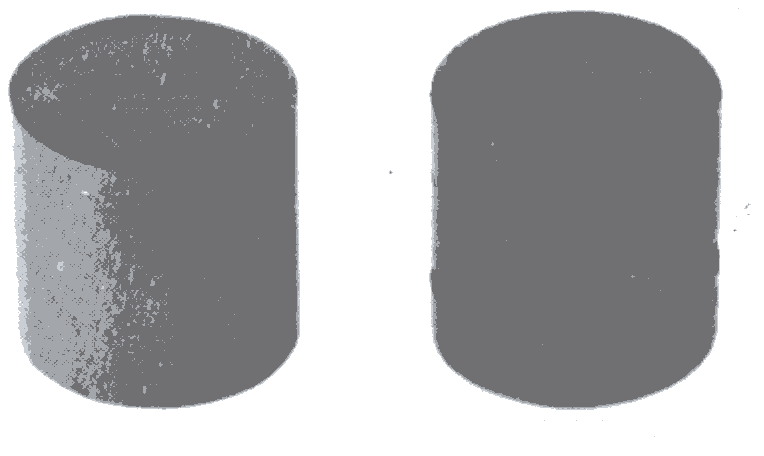
Urea Production
Ammonium carbamate -an
intermediate produced
during the manufacture of
urea- is extremely
corrosive to process
equipment. Pump parts in
the process are subjected to
a combination of severe
corrosive attack, high
temperatures and cyclical
operating pressures ranging
up to 3000 psi. Some parts
made of Type 316L stainless
steel have shown surface
attack in just a few months.
A manufacturer of special
valves tested three stainless
steels in ammonium
carbamate. As shown in the
|
photograph, Type 304
stainless steel became
severely etched in two weeks
and Type 316 stainless steel
showed some corrosive
attack in all exposed areas
after six weeks. HPAlloys
NITRONIC 50 Stainless Steel
remained unaffected after six
weeks' exposure to this
aggressive medium.
HPAlloysNITRONIC 50
Stainless Steel is presently
being specified for the blocks,
plungers and related parts of
reciprocating pumps when
service requires handling
ammonium carbamate or
other corrosive materials.
|
|
|
|