|
Wear Resistance
|
|
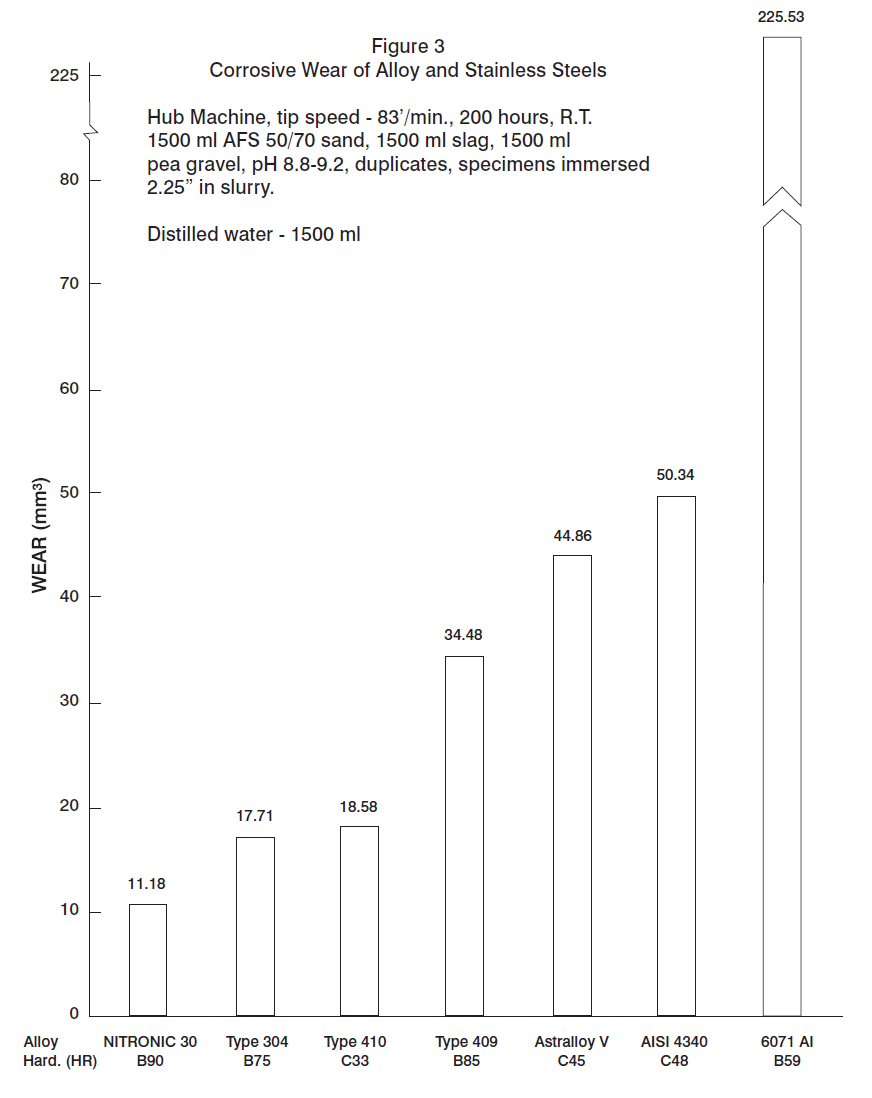
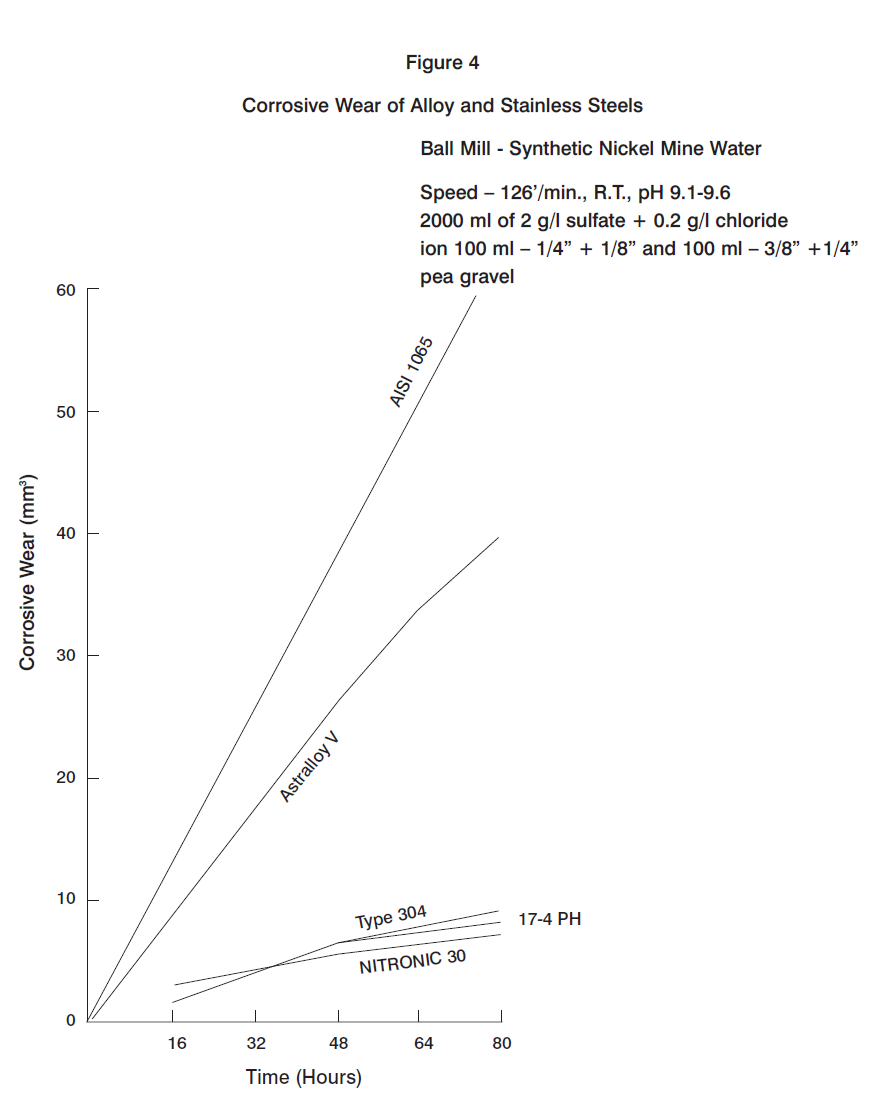
The following tables and figures
demonstrate the outstanding
corrosive wear resistance of
Armco NITRONIC 30 under
many different sliding
conditions. The stainless steels
as a class are much more
abrasion resistant than
abrasion resistant (AR) steels
under even mildly corrosive
conditions. Armco NITRONIC
30 is more cost effective than
Types 409 and 304 which are
typically used in wet abrasive
applications.
|
|
|
Table 5
|
|
Metal-to-Metal Wear*
|
| Alloy |
Hardness, Rockwell |
Wear, mg/1000 cycles** |
| 25 RPM |
105 RPM |
415 RPM |
| Armco NITRONIC 30 |
B93 |
1.9 |
3.3 |
2.2 |
| Type 410 |
C40 |
- |
244.0 |
22.5 |
| Type 410 |
B95 |
- |
261.0 |
116.0 |
| 4130 |
C47 |
3.8 |
9.4 |
- |
| 4130 |
C32 |
66.0 |
258.0 |
- |
| 4340 |
C52 |
0.8 |
0.7 |
0.5 |
| Hadfield Mn |
B95 |
1.7 |
1.2 |
0.4 |
| Armco17-4 PH |
C43 |
45.3 |
52.8 |
12.1 |
| Stellite 6 |
C48 |
1.1 |
1.0 |
1.3 |
| Type 304 |
B85 |
13.9 |
12.8 |
7.6 |
| Armco NITRONIC 32 |
B95 |
2.4 |
7.4 |
3.1 |
|
|
| * Self-mated crossed cylinders, 16 lbs (71 N), 10,000 or 40,000 cycles, unlubricated, in air, room temperature, corrected for density differences. |
| ** Relative wear rate for comparison of alloys and not for design purposes. |
|
Table 6
|
|
Metal-to-Metal Weld Wear*
|
| Alloy |
Hardness, Rockwell |
Total Wear (Mated to 17-4 PH,
Condition H 900), 105 RPM
mg/100 cycles.
|
| Armco NITRONIC 30 Weld** |
C24 |
27.56 |
| Type 420 Weld 1150 F (621 C) Temper |
C34 |
68.32 |
|
|
|
* Self-mated crossed cylinders, 16 lbs (71 N), 10,000 or 40,000 cycles, unlubricated, in air, room temperature, corrected for density differences.
|
| **Weldment in stationary position. |
|
Table 7
|
|
Abrasive Wear*
|
| Alloy |
Hardness Rockwell |
Volume of Metal Removed |
Alloy Wear-Mated to WC
(mm³/10,000 cycles) |
Alloy Wear-Mated to SiC
(mm³/10,000 cycles) |
| 105 RPM |
415 RPM |
105 RPM |
415 RPM |
| Armco NITRONIC 30 |
B93 |
1.9 |
3.3 |
3.8 |
11.3 |
| 4340 |
C52 |
0.1 |
0.1 |
0.8 |
- |
| Type 431 |
C42 |
9.8 |
1.5 |
22.6 |
- |
| Armco 17-4 PH |
C42 |
9.9 |
5.6 |
104.2 |
37.9 |
| Type 304 |
B85 |
6.2 |
13.2 |
25.2 |
13.5 |
| Colmonoy 6 |
C56 |
1.1 |
0.8 |
2.9 |
2.2 |
| Armco NITRONIC 32 |
B95 |
4.2 |
4.3 |
7.1 |
6.8 |
| Armco NITRONIC 60 |
B95 |
2.8 |
2.3 |
- |
- |
|
|
|
* Crossed cylinders, 16 lbs (71 N), 10,000 or 40,000 cycles, unlubricated, in air, room temperature, corrected for density differences.
|
|